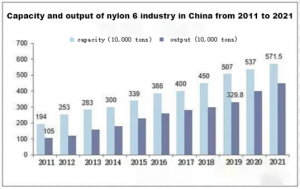
Im Jahr 2021 beträgt die PA6 -Produktionskapazität Chinas 5,715 Millionen Tonnen und es wird voraussichtlich im Jahr 2022 6,145 Millionen Tonnen mit einer Wachstumsrate von 7,5%erreichen. Chinas PA6 hat ein hohes Maß an Lokalisierung. Weltweit werden etwa 55% der PA6 -Scheiben für Fasern verwendet, und etwa 45% werden für technische Kunststoffe und Filme für Automobile, Elektronik, Eisenbahnen usw. verwendet. Der Gesamtverbrauch von PA6 in China im Jahr 2021 beträgt 4,127 Millionen Tonnen, von denen etwa 20% für die technische Kunststoffe verwendet werden.

Pa Nylon schwarzes körniges Material
Von 2021 bis 2022 ging der Preis des PA6 auch mehrere Achterbahnhöfen und Tiefen durch.

Nylon 6 (PA6), auch als Polyamid 6, Nylon 6 bekannt, ist seine mechanische Festigkeit und Kristallisation gut und weist die Eigenschaften der Korrosionsbeständigkeit und der Verschleißresistenz auf. Es wurde in der Automobilindustrie, in der Schienenverkehr, in der Filmverpackung, in der elektronischen Geräte und im Textil häufig eingesetzt. Obwohl seine umfassende Leistung ausgezeichnet ist, hat es auch eine Reihe von Mängel. Zum Beispiel hat PA6 keine starke Säure- und Alkali -Resistenz, und die Aufprallfestigkeit ist bei niedriger Temperatur und trockenem Zustand nicht hoch. Das Vorhandensein einer hydrophilen Basis führt zu einer höheren Wasserabsorptionsrate, und der elastische Modul, die Kriechwiderstand, die Schlagfestigkeit usw. werden nach der Wasserabsorption stark verringert, wodurch die dimensionale Stabilität von Produkten und die elektrischen Eigenschaften von Produkten beeinflusst werden. Daher ist es notwendig, die Modifikation von PA6 zu untersuchen.
 PA6 in Automobilen verwendet
PA6 in Automobilen verwendet
 PA6 in Textil verwendet
PA6 in Textil verwendet
- PA6 -Leistung
Der Rohstoff von PA hat eine breite Quelle, die die Grundlage für seine groß angelegte industrielle Produktion ist. Aufgrund der regelmäßigen Anordnung der molekularen Struktur kann PA viele Wasserstoffbrücken zwischen Makromolekülen bilden, sodass sie eine hohe Kristallinität aufweist. Gleichzeitig weist es auch herausragende Eigenschaften in mechanischen Eigenschaften, chemischen Eigenschaften, thermischen Eigenschaften und anderen Aspekten auf, darunter:
(1) hohe Zugfestigkeit und Biegefestigkeit;
(2) Widerstand mit guter Auswirkung;
(3) hoher Wärmebeständigkeit;
(4) Es hat die Eigenschaften von Verschleiß und Selbstglasung, die mit Metallmaterialien unvergleichlich ist.
(5) gute Schwellungsresistenz und Korrosionsresistenz gegen chemische Lösungsmittel und Arzneimittel;
(6) gute Durchflussverarbeitung, verfügbare Injektionsformung, Extrusion, Blasform und andere Methoden zur Produktverarbeitung;
(7) hervorragende Barrierer Leistung;
(8) Mit hoher chemischer Aktivität können die polaren Gruppen mit Monomeren und Polymeren reagieren, die polare Gruppen enthalten, um neue Polymerverbindungen zu bilden.
Um PA6 stärkere mechanische Eigenschaften zu verleihen, werden häufig eine Vielzahl von Modifikatoren hinzugefügt, unter denen der häufigste Additiv Glasfaser ist. Elastomer oder synthetisches Gummi wie POE, SBR oder EPDM werden normalerweise hinzugefügt, um eine stärkere Resistenz für die PA6 zu erzielen. Wenn das PA6 -Produkt keine Zusatzstoffe gibt, hat der Kunststoff -Rohstoff eine Schrumpfrate von 1%bis 1,5%, und die Zugabe von Glasfasern ergibt ein Produkt mit einer Schrumpfrate von 0,3%. Unter ihnen sind die Feuchtigkeitsabsorption und Kristallinität des Materials die Hauptfaktoren, die die Schrumpfungsrate der Formanordnung bestimmen, und die Prozessparameter wie das Design von Kunststoffteilen und die Wandstärke haben ebenfalls eine funktionelle Beziehung zur tatsächlichen Schrumpfrate.

Glasfaser

Poe Elastomer
Die Trocknungsbehandlung von PA6 für das Injektionsleisten ist leicht Wasser zu absorbieren. Daher muss die Trocknungsbehandlung vor der tatsächlichen Verarbeitung von großer Bedeutung sein. Wenn das mitgelieferte Material in wasserdichtes Material eingewickelt ist, sollte der Behälter in einem geschlossenen Zustand gehalten werden. Wenn die Luftfeuchtigkeit größer als 0,2%beträgt, sollte die heiße Luft für kontinuierliches Trocknen von nicht weniger als 80 ° C für 16 Stunden ausgewählt werden. Wenn das Material mindestens 8 Stunden lang der Luft ausgesetzt ist, sollte es mehr als 8 Stunden bei 105 ° C vakuumt werden.
- Der Produktionsprozess von PA6
1. TWO-Stufe Polymerisation
Die zweistufige Polymerisation ist hauptsächlich in zwei Stufen unterteilt: Frontpolymerisation und Rückenpolymerisation. Im Allgemeinen eignet es sich für die Herstellung von Produkten mit hoher Viskosität wie Industriekabelstoffseide. Die zweistufige Polymerisation umfasst hauptsächlich drei Methoden: Polymerisation vor und nach dem Normaldruck, die Polymerisation vor der Drucke und nach der Dekompression sowie die Polymerisation vor dem Hochdruck sowie die postnormale Druckpolymerisation. Unter ihnen beinhaltet die Dekompressionspolymerisationsmethode große Investitionen und hohe Kosten, gefolgt von der Polymerisation vor dem Hochdruck und der post-ormalen Druckpolymerisation. Die Polymerisation vor-und nach dem normalen Druck hat niedrige Kosten und erfordert nicht viel Investition.
2. Atmosphärische kontinuierliche Polymerisationsmethode
Die kontinuierliche Polymerisation unter atmosphärischem Druck gilt für die Produktion von PA6 Civil Seide, unter der der Produktionsprozess des Noy Company in Italien der repräsentativste ist. Die Methode ist durch groß angelegte kontinuierliche Polymerisation bei 260 ℃ für 20 Stunden gekennzeichnet. Scheiben wurden im Warmwasser Gegenstromstadium erhalten. Nachdem die Oligomere durch Stickstoffgas getrocknet worden waren, wurden die Monomere durch Extraktion gewonnen und der kontinuierliche Verdunstungs- und Konzentrationsprozess gleichzeitig eingeführt. Diese Methode hat eine ausstehende kontinuierliche Produktionsleistung, kann qualitativ hochwertige Produkte und hohe Ertragsdaten erzielen und in der praktischen Anwendung nicht zu groß sind, ist ein typischer Prozess der zivilen Seidenproduktion.
3.Intermittente Hydrolysepolymerisation
Die Batchhydrolyse -Polymerisationsmethode verwendet druckresistenten Polymerisationskessel. Diese Methode eignet sich für die Herstellung von Multi-Variety- und Small Batch Engineering-Plastikscheiben. Einmalige Fütterung nach der Reaktion (einmalige Entladung) mit Stickstoffdruckschnitt, Extraktion nach dem Trocknen zur Herstellung von PA6. Der Batch -Polymerisationsprozess kann in drei Stufen unterteilt werden: Die erste Stufe ist die Polycondensation von Wasser entwirrt Ring; Die zweite Stufe ist die Vakuumpolymerisation; Die dritte Stufe ist die Gleichgewichtsreaktion.
Die Batch -Polymerisation eignet sich für die Herstellung vieler Sorten kleiner Batch -Produkte, kann unterschiedliche Viskositätsprodukte und Copolymerisation PA produzieren. Der Rohstoffverbrauch ist jedoch höher als die kontinuierliche Polymerisation. Der Produktionszyklus ist länger, die Wiederholbarkeit der Produktqualität ist schlecht.
4. Twin-Screw-Extrusion Kontinuierlicher Polymerisationsprozess
Der kontinuierliche Polymerisationsprozess der Twin-Screw-Extrusion ist eine neue Technologie, die in den letzten Jahren entwickelt wurde. Es übernimmt eine anionische katalytische Polymerisation und Caprolactam wird durch Dehydration aktiviert und tritt dann kontinuierlich in den Twin-Screw-Extruder ein. In der Twin-Screw-Extrusion bewegt sich das Reaktionsmaterial mit der Drehung der Schraube entlang der axialen Richtung, und seine relative molekulare Masse nimmt weiter zu. Das niedrige molekulare Material wird durch das Vakuumsystem des Twin-Screw-Extruders extrahiert, und das Polymer wird abgekühlt und geschnitten, getrocknet und gepackt.
Der Prozess hat die Eigenschaften des kurzen Produktionsflusss und des einfachen Produktionsprozesses, und das nicht umgesetzte Monomer mit niedrigem relativem Molekulargewicht kann nach der Extraktion aus dem Reaktionssystem direkt recycelt werden, und der Monomergehalt des Produkts ist ohne Extraktion sehr niedrig. Slice Water ist niedrig, die Trocknungszeit ist kurz, kann den Energieverbrauch erheblich reduzieren. Gleichzeitig kann das relative Molekulargewicht des Produkts durch die Residenzzeit des Materials im Twin-Screw-Extruder gesteuert werden.
- Studie zur Modifikation von PA6
1. Verbesserte Modifikation
Aufgrund der Existenz von Wasserstoffbrückenbindungen in PA6 -Molekülen wird seine Flexibilität und Stärke unweigerlich betroffen. Mit zunehmender Wasserstoffbrückenbindungsdichte wird die mechanische Stärke von PA6 entsprechend erhöht. Je mehr Kohlenstoffatome es gibt, desto länger ist die flexible Kette, desto widerstandsfähiger ist sie. Die mechanischen Eigenschaften von PA6 -Verbundwerkstoffen können durch Zugabe von Glasfasern verbessert werden. Der tetragonale ZnO -Whisker hat eine sehr hohe Sorge. Aus diesem Grund zeigen die Ergebnisse der Studie zum Verbesserungseffekt des ZnO -Whisker auf dem Guss -PA, dass der Verbund die höchste Zugfestigkeit aufweist, wenn der Whiskergehalt 5%beträgt, und das Erhöhen des Whiskergehalts verringert die Wärmefestigkeit und die Wasserabsorption des Materials. Die Flugasche wurde mit Silankupplungsmittel behandelt und dann zur Modifikation in das Guss -PA6 -Produkt gefüllt. Das Endprodukt hatte eine bessere thermische Stabilität, Schrumpfungsrate und Wasserabsorption.
2. FLAME FREEDANTANTEN MODIFIZIERUNG
Der Sauerstoffindex von PA6 beträgt 26,4, was brennbares Material ist. Die nationalen Gesetze und Vorschriften erfordern eindeutig die Flammverzögerung von Polymermaterialien. Daher ist es notwendig, der Flamm-Verzögerungsmodifikation von PA6 bei Verwendung von Strombedingungen von großer Bedeutung beizubehalten. Die Flammverhinderung von Aluminiumhypophosphat ist in den Materialien relativ gut, die durch das Mischen verschiedener Metallhypophosphatsalze mit PA6 hergestellt werden. Wenn der Gehalt an Aluminiumhypophosphat 18%beträgt, kann der Verbrennungsverlust des Materials 25 und UL94 V-0-Grad erreichen.
Melamin Cyanursäure (MCA), modifiziert mit rotem Phosphor, kann als Flammschutzmittel von PA6 verwendet werden. Der rote Phosphor kann die Bildung eines großen planaren Wasserstoffbindungsnetzwerks zwischen Melamin und Cyanursäure behindern, wodurch die MCA verfeinert wird, und MCA kann unter der Wirkung von rotem Phosphor Kohlenstoff bilden. Daher kann modifizierter MCA eine flammhemmende Rolle in der Kondensationsphase und in der Gasphase spielen, die der Verbesserung der Flammhemmung von PA6 förderlich ist. Der limitierende Sauerstoffindex (LOI) des Verbundstoffs wurde durch Zugabe von Guanidinsulfonsäure in die PA6 -Matrix durch Schmelzmischmethode verbessert. Der vertikale Verbrennungstest zeigte, dass die Ausbeute von geschmolzenen Tröpfchen im Vergleich zu reinem PA6 signifikant reduziert war, wenn die Zugabe von Guanidinsulfonsäure 3%betrug und der Grad von UL94 auf V-0 erhöht wurde, wenn die Zugabe von Guanidinsulfonsäure nicht weniger als 5%betrug.
 Roter Phosphor
Roter Phosphor
3. Modifikation angespannt
Die hartgesottene und modifizierte PA kann durch Zugabe des duktilen Harzes oder Elastomers zum PA -Harz und dann durch Mischen und Extrusion erhalten werden.Wenn es sich bei dem Härtungsmittel polarisiertes SBS handelt, wird das Härtungsmischsystem von polarisiertem SBS und PA6 durch mechanisches Schmelzblendemethode erhalten. Wenn die Menge an polarisierten SBs erhöht wird, wird auch die Notch -Schlagfestigkeit des Systems und die Flexibilität des Materials verbessert. Im Vergleich zu PA6- und EPDM -Verbundwerkstoffen weist EPDM mit Maleinsäureanhydrid eine bessere Kompatibilität von Gummi und Kunststoff und eine höhere Zähigkeit auf. Wenn die mit Maleinsanhydrid gepfropfte Dosierung von EPDM 15%betrug, hatte das gemischte Material eine 9 -mal mehr eingekerbte Aufprallfestigkeit als PA6 -Material.
 SBS -Härtung Agent
SBS -Härtung Agent
Fotoquelle: Guofeng Gummi und Kunststoff
4. Füllungsänderung
Der wirtschaftliche Füllstoff wird in das PA -Harz hinzugefügt, und das modifizierte Verbund -PA -Material kann nach dem Mischen und der Extrusion erhalten werden. Unter Verwendung von Siliziumcarbid als thermischem Leitfähigkeitsfüller, dem Kupplungsmittel KH560 und Epoxidharz E51 zur Behandlung der Oberfläche des Füllstoffs hat das Twin-Screw-Extrusions-Mischungsprozess die thermische Leitfähigkeit PA-Verbundmaterial eine hervorragende Leistung. Wenn sich die Füllmenge des thermischen Leitfähigkeitsfüllers, die PA6 -Kettenverlängerung und die Änderung der Oberflächenbehandlung, ändern sich auch die Kristallisation, die Wärmebeständigkeit, die mechanischen und thermischen Leitfähigkeitseigenschaften des Verbundwerkstoffs.

Siliziumkarbid
Das aus PA6 und organische Montmorillonit erhaltene Verbundprodukt, das durch Schmelzmischung in Injektionsformtätigkeit behandelt wurde, weist ausgezeichnete Reibung und Verschleiß, Wärmebeständigkeit und mechanische Eigenschaften auf. Der Füllstoff ist Aluminiumpulver, das Substrat ist Copolymerized PA6 und PA66, und das Verbundmaterial kann durch Schmelzmischung hergestellt werden. Wenn der Gehalt an Aluminiumpulver zunimmt, nimmt die Zugfestigkeit des Verbundwerkstoffs zuerst zu und nimmt dann ab und der Biegemodul steigt allmählich, während die Aufprallstärke abnimmt. Nach dem Füllen von Flugasche -Mikrokügelchen in PA6 können die Härte, der Einfluss und die Zugfestigkeit des Materials erheblich verbessert werden, und das Produkt kann mit besserer Stabilität ausgestattet werden.
5. Pa -Legierung
Die PA6-Legierung gehört zu einem Mehrkomponentensystem, von dem die meisten aus mindestens zwei Arten von Polymeren bestehen. PA6 und Maleinsanhydrid-gepfropfter Polypropylen (pp-g-mah) Nach dem Mischen des Verbundmaterials ist die Wasserabsorptionsrate viel niedriger als PA6 und hat eine weitaus höhere Aufprallfestigkeit als PA6.
 Maleinsanhydrid mit geringem Geruch gepfropften Polypropylen
Maleinsanhydrid mit geringem Geruch gepfropften Polypropylen
Das gepfropfte Polyethylen mit niedriger Dichte (LDPE), Maleinsanhydrid (MAH) und Initiator Diisopropylbenoxid (DCP) kann durch Mischen von Polyethylen mit niedriger Dichte (LDPE), Maleinsanhydrid (MAH) und Diisopropylperoxid (DCP) im Verhältnis zubereitet werden. Anschließend kann die Mischung aus LDPE-G-MAH und PA6 durch Schmelzmischmethode in Kombination mit einer kleinen Menge PA6 hergestellt werden. Wenn die Dosierung von Maleinsäureanhydrid 1,0 betrug, konnten die Mischungen mit der besten Zugfestigkeit erhalten werden. Wenn die Dosierung von Maleinsäureanhydrid nach 1,0 Teil beibehalten wurde, hätte die Änderung der DCP -Dosierung nicht zu viel Auswirkungen auf die Eigenschaften der Mischung. Wenn die Dosierung von DCP 0,6 betrug, konnte die optimale Zugfestigkeit der Mischung erhalten werden.
Zu den früheren Beispielen für die PA6 -Aggregationstechnologie gehören die Inventa der Schweiz, Italiens Noy und Deutschlands Kart Fischer und Zimmer. Auf der Grundlage des aktiven Lernens aus ausländischen fortschrittlichen Technologien und Erfahrungen stützt sich unser Land auf, stützt sich auf eine große Menge moderner Geräte (wie VK -Röhren und andere Kerntechnologien) und verbessert die Produktionstechnologie und die Prozesse von PA6 und näher an die Richtung der internationalen Entwicklung (Schlüsselzusammenhieb, wie TIO2 und Saatgut, die noch eingeführt werden müssen).
Die Polymerisationskapazität von PA6 in China hat einen schnellen Expansionstrend beibehalten, wobei die Produktionskapazität weit über die von PA66 liegt. In der Modifikationsforschung von PA6 geht es derzeit hauptsächlich um Stärkung, Härten, Flammhemmende, Füllung und Anti-Fouling (durch Einführung starker elektronegativer Gruppen in die PA6-Molekülkette, die seine Kombination mit sauren Farbstoffen abschirmt, um Anti-Fouling zu erreichen). Obwohl diese Art der Modifikation im Grunde genommen durch das Mischen von speziellen Materialien durchgeführt wird, sind auch die Modifikationsmethoden der Extrusion und Reaktion geeignet. Mit der weiteren Entwicklung moderner Technologie können Nanomaterialien eingeführt werden, um PA6 zu modifizieren, um modifizierte PA6 -Materialien mit hoher Härte, hoher Festigkeit, hoher Zähigkeit, hoher Temperaturfestigkeit und Elektroplatten zu erhalten, um den Bedürfnissen verschiedener Felder effektiv zu erfüllen.
Syntholution Tech. Auf die Forschung und Entwicklung des Nylon -Modifikators, der Produktion, der 30% des inländischen Marktanteils ausmacht, aktiv in Überseemärkten untersucht und Kundenanfragen begrüßen.
For inquiry please contact:little@syntholution.com
Postzeit: März-16-2023